Bantlı Konveyör Nedir? Ne için, nasıl kullanılır?
Genel Bilgiler
Konveyör, yükleri veya gereçleri havadan veya yerden taşımaya yarayan, kapalı devre çalışan sürekli aktarma mekanizmasıdır.
Bantlı konveyör basit olarak iki tambur arasında gerilmiş bir sonsuz banttan meydana gelir. Taşınacak malzeme bir tambur tarafından hareket ettirilen bu sonsuz bant tarafından taşınır.
Bantlı konveyörler, büyük kapasitelerde yığma malzemenin sürekli olarak uzun mesafelere yatay veya az eğimle nakledilmesi gerektiğinde, genellikle, en uygun çözüm olmaktadır.
Kum, kok, sinter ve yaş gibi aşındırıcı malzemenin nakli için çok uygun olan bantlı konveyörler ile, balık, meyve, sandık ve hatta insanların taşındığı sistemler uygulanmaktadır.
Nerelerde Kullanılır ?
- Maden Ocakları
Madenlerde, kuyu ve ocaklardan çıkarılan cevherin naklinde genellikle bantlı konveyörler kullanılır
- Cevher Hazırlama Tesisleri
Ocaktan gelen maden cevheri hazırlama ve zenginleştirme işlemleri için çeşitli aşamalardan geçer. Bu aşamalar arasındaki malzeme naklini genellikle bantlı konveyörler sağlar.
- Termik Santraller
Kömür ve linyit yakan santraller yakıtın nakli ve stoklanması için bantlı konveyörler tercih edilir.
- Liman Yükleme ve Boşaltma Tesisleri
Limanlarda maden cevheri, kömür, tahıl gibi malzemenin yükleme ve boşaltılmasında malzeme naklini büyük tonajlarda ve asgari zamanda yapılmasını sağlamak için sabit ve hareketli bantlı konveyörler tercih edilir.
- Diğer
Baraj, yol, köprü gibi büyük inşaatlarda, hafriyat ve beton tesislerinde, izabe, kimya, çimento, kağıt ve şeker sanayiinde ve tahıl silolarında da büyük ölçüde kullanılırlar.

Diğer taşımacılık sistemlerine göre en rekabetçi olanı bantlı konveyör şu avantajları sağlar :
- Personel sayısında azalma
- Enerji tüketiminde azalma
- Bakım için düşük duruş süreleri
- Düşük işletme maliyetleri
Yükün büyüklüğüne göre tır ve/veya kamyon taşımacılığına göre ortalama %40-60 arasında tasarruf sağladığı hesaplanmıştır.
Elektrikli ve mekanik parçaları yüksek standartlarla üretildiğinden uzun ömür sağlarlar. Ayrıca tüm bu parçalar zaten üreticisinin garantisi altındadır. Bu bileşenler (makaralar, tamburlar, motor ve redüktörler) çok az bakım gerektirir.
Tüm bu faktörler işletme maliyetlerini belli bir sınırda tutabilmek için önemlidir. Bir çok konumda bantlı konveyörlerle taşımacılık tercih edilir. Doğru tasarlanmış bir bantlı konveyör 18ο ye kadar yamaçlarda ilerleyebilir. Üstelik günümüzde yapılan bantlı konveyör projeleri 100km uzunluğa kadar görülüyor.
Bu avantajları sayesinde, bantlı konveyörler tercih edilen en pratik yol olarak görünüyor. Bu da alanda teknik gelişmelerin devamlılığını ve avantajlarının artmasını sağlıyor.
BANTLI KONVEYÖRLERDE TAŞINAN MALZEMELER HAKKINDA BİLGİLER
- TANE BÜYÜKLÜĞÜ (PARÇA BÜYÜKLÜĞÜ)
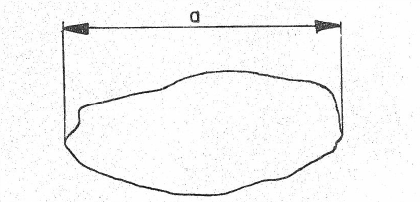
Bir malzemenin tane büyüklüğü denince, malzemeyi oluşturan tane veya parçaların büyüklüklerine göre yüzde miktarları anlaşılır. Bir parçanın büyüklüğü denince köşegen boyunca ölçülen en büyük uzunluk anlaşılır.
Parça büyüklüklerinin yüzdelerine göre malzeme sınıflandırılmış veya sınıflandırılmamış olabilir. Sınıflandırılmış malzemede en büyük parça büyüklüğünün en küçük parça büyüklüğüne oranı en çok 2,5 olabilir.
Sınıflandırılmış malzemede ortalama parça büyüklüğü
aort=(amax+amin)/2
olarak kabul edilir.
Sınıflandırılmamış malzemede 0,8*amax dan büyük olan parçalar,
toplam malzemenin ağırlıkça %10’undan fazla ise, parça büyüklüğü
a’= amax
toplam malzemenin ağırlıkça %10’undan az ise, parça büyüklüğü
a’= 0,8*amax
olarak kabul edilir.
Parça büyüklüğü bunker açıklığı, bant ve oluk genişliği gibi ana boyutların belirlenmesinde rol oynar. Proje safhasında doğru olarak bilinmesi gerekir. Malzemenin parça büyüklüğüne göre nasıl adlandırıldığı aşağıdaki tabloda verilmiştir.
| Malzeme Cinsi | Parça Büyüklüğü a’ (mm) |
| İri parçalı | a’ > 160 |
| Orta parçalı | 60 < a’ < 160 |
| Küçük parçalı | 10 < a’ < 60 |
| Taneli | 0,5 < a’ < 10 |
| Tozlu | a’ < 0,5 |
2. YIĞMA ÖZGÜL AĞIRLIK
Birim hacmi dolduran yığma malzemenin ağırlığına “yığma özgül ağırlık” denir. Metrik birimlerde “t/m3” , “kg/l” , “kg/m3” olarak ifade edilir.
Yığma malzeme sıkıştırılınca özgül ağırlığı artar, malzemenin cinsine göre bu artma miktarı %5 ila %52 arasındadır. Kapasite ve güç hesaplamalarında ve bunker cidarlarına gelen yüklerin belirlenmesinde yığma özgül ağırlığın bilinmesi gereklidir.
Yığma özgül ağırlıklarına göre malzemenin sınıflandırılması aşağıdaki tabloda verilmiştir.
| Tanım | Yığma Özgül Ağırlık γ(t/m³) | Örnek |
| hafif | 0,6 dan daha az | Ağaç talaşı, kok |
| orta ağır | 0,6 ile 1,1 | Buğday, taş kömürü |
| ağır | 1,1 ile 2,0 | Kum, kireçtaşı |
| çok ağır | 2,0 dan fazla | Demir Cevheri |
3. MALZEMENİN ŞEV AÇISI
Düz bir yüzey üzerine dökülen gevşek bir malzeme bir koni oluşturur. Bu koni yüzeyinin yatayla yaptığı açıya “Tabii şev açısı” veya “iç sürtünme açısı” denir. Şev açısı, malzemeyi teşkil eden parçaların birbiri üzerine kayma kabiliyeti ile ilgilidir. Kayma kabiliyeti ne kadar çoksa bu açı o kadar küçük olur.
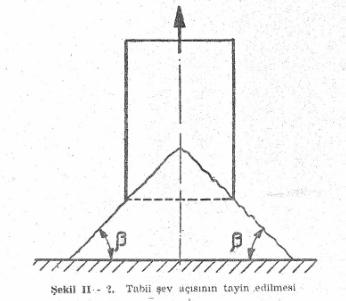
Doğal şev açısı β yukarıdaki şekilde görüldüğü gibi, malzeme dolu bir silindirin yatay bir düzlemden özenle yukarı doğru çekilmesiyle oluşan koniyi gösteriyor. Dökme esnasında bu yatay düzleme titreşim yaptırılırsa dinamik şev açısı βd bulunur. Şev açısının bilinmesi, oluk ve bunker tasarımında önemlidir.
βd = 0,7*β
Malzeme Özellikleri tablosunda yığma özgül ağırlığı ve doğal şev açısı bir çok malzeme için bulunmaktadır. Bu değerler ilgili tablodan okunabilir.
4. SÜRTÜNME AÇILARI
Taşınan malzeme ile taşıma elemanlarının yapıldığı malzemeler arasındaki sürtünme katsayılarının bilinmesi, özellikle oluk tasarımında önemlidir. İki malzemenin sürtünme katsayıları ile sürtünme açıları arasında bilindiği gibi aşağıdaki ilişkiler vardır:
Durgun halde : µ0 = tan ρ0
Hareketli halde : µ = tan ρ
µ0 veµ : durgun ve hareketli haldeki sürtünme katsayıları
ρ0 veρ : durgun ve hareketli haldeki sürtünme açıları
Aşağıdaki tabloda çeşitli malzemeler için sürtünme açıları verilmiştir. Bu değerler ortalama değerlerdir. Bazen gerçek değerlerle bunlar arasında çok fazla fark olabiliyor. Sürtünme açılarını her zaman malzeme çifti için deneyle belirlemek en doğrusudur.
Aynı malzemenin nemli veya kuru oluşuna göre sürtünme açılarının önemli ölçüde değiştiği unutulmamalıdır. Mesela kuru kum çelik levha üzerinde 35ο eğimli levhadan kolayca akabildiği halde ıslak kum 70ο eğimli levhadan akmayabilir. Sürtünme açıları oluk, bunker ve bant eğimlerini tayin ederken dikkate alınmalıdır.
Tavsiye Edilen Oluk Eğimleri ve Bunker Açıları
| MALZEME | TANIMI | OLUK EĞİMİ | BUNKER AÇISI | TAVSİYE EDİLEN AŞINMA PLAKASI |
|---|---|---|---|---|
| Maden Cevheri | Tüvenan +150 +75-150 +12-75 -12 | 45° 45° 40° 40° 50° | 45° 45° 40° 40° 50° | Lastik Mn lı Çelik Lastik veya Mnlı Çelik Çelik |
| Fosfat | 45° | 40° | Mn lı Çelik | |
| Kırılmış Taş | Balast +25-65 +10-25 -10 | 45° 45° 50° 60° | 40° 40° 45° 50° | Lastik, Sert Döküm Mn lı Çelik Çelik Gerek Yok |
| Kireç Taşı | +12 -12 | 45° 50°-60° | 40° 45-50° | Mn lı Çelik Çelik |
| Kok | Fırından Çıkmış Metalurjik Ev Toz | 30° 26°-30° 30°-35° 50° | 30° 28° 30° 50° | Sert Döküm, Mnlı Çelik, Tuğla Çelik |
| Kömür | Tüvenan Parça +18-50 +10-18 +6-10 -6 Islak İnce | 40°-45° 30°-35° 30°-35° 35°-40° 45° 50° 60° | 40° 30° 30° 35° 40° 45° 50° | Çelik Paslanmaz Çelik |
| Kum | Kuru Islak | 80° | 70° | |
| Kükürt | 45° | 40° | Alüminyum Alaşımı | |
| Tahıl | 35° | 35° | ||
| Tahta Talaşı | 50° | 45° |
Hazırlayan : Meriç DUMANOĞLU
Konu : Bantlı Konveyörler